







PP1213A PP1009S CNC hydraulický vysokorychlostní děrovací stroj pro nosník nákladních vozidel




| ŽÁDNÝ. | Položka | Parametr | ||
| PP1213A | PP1009S | |||
| 1 | Děrovací síla | 1200KN | 1000KN | |
| 2 | Maximumtalířvelikost | 800×3500 800×7000mm(Sekundární umístění) | ||
| 3 | Talířrozsah tloušťky | 4~12mm | 4~12mm | |
| 4 | Děrovací stanice | Číslo modulu | 13mm | 9mm(horních 5, spodních 4) |
| Maximální průměr razníku | φ60 | φ50 | ||
| 5 | Velikost razníku()mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Sada matric s tloušťkou plechu 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (včetně sady matric s tloušťkou plechu 8mm) | |
| 6 | Počet úderůza minutu | 〉42 | <42 | |
| 7 | Warpagerozsah | <2mm | <25 | |
| 8 | Počet svorek | 3 | ||
| 9 | Tlak v systému | Hvysoký tlak | 24 MPa | |
| Lprotokový tlak | 6MPa | |||
| 10 | Ainfračervený tlak | 0,5 MPa | ||
| 11 | Výkon motoru hydraulického čerpadla | 22 kW | ||
| 12 | Výkon servomotoru osy X | 5 kW | ||
| 13 | Výkon servomotoru osy Y | 5 kW | ||
| 14 | Celková kapacita | 55kVA | ||

1. Lože stroje pro těžké soustruhy je vyrobeno ze svařované konstrukce z vysoce kvalitního ocelového plechu. Po svařování je povrch natřen nátěrem, aby se zlepšila jeho kvalita a odolnost proti korozi. Svařované části lože soustruhu jsou tepelně ztuhlé, aby se maximálně eliminovalo svařovací pnutí.

2. Stroj má dvě CNC osy: osa x je pohyb svěrky doleva a doprava, osa Y je pohyb svěrky dopředu a dozadu a vysoce tuhý CNC pracovní stůl zajišťuje spolehlivost a přesnost podávání.
3. Hnací hřídel X.Y využívá přesný kuličkový šroub pro zajištění přesnosti přenosu.
4. Osy X a Y využívají přesnou lineární vodicí lištu s velkým zatížením, vysokou přesností, dlouhou životností vodicí lišty a umožňují dlouhodobou vysokou přesnost stroje.
5. Pohonné motory osy x a osy y jsou poháněny německými střídavými servomotory. Osa Y realizuje polouzavřenou smyčku zpětné vazby polohy.
6. Stroj je mazán kombinací centralizovaného a decentralizovaného mazání, takže stroj je vždy v dobrém provozním stavu.
7. CNC pracovní stůl pro pohyb materiálu přímo upevněný na základu a pracovní stůl je vybaven univerzální dopravní kuličkou, která má výhody malého odporu, nízké hlučnosti a snadné údržby.
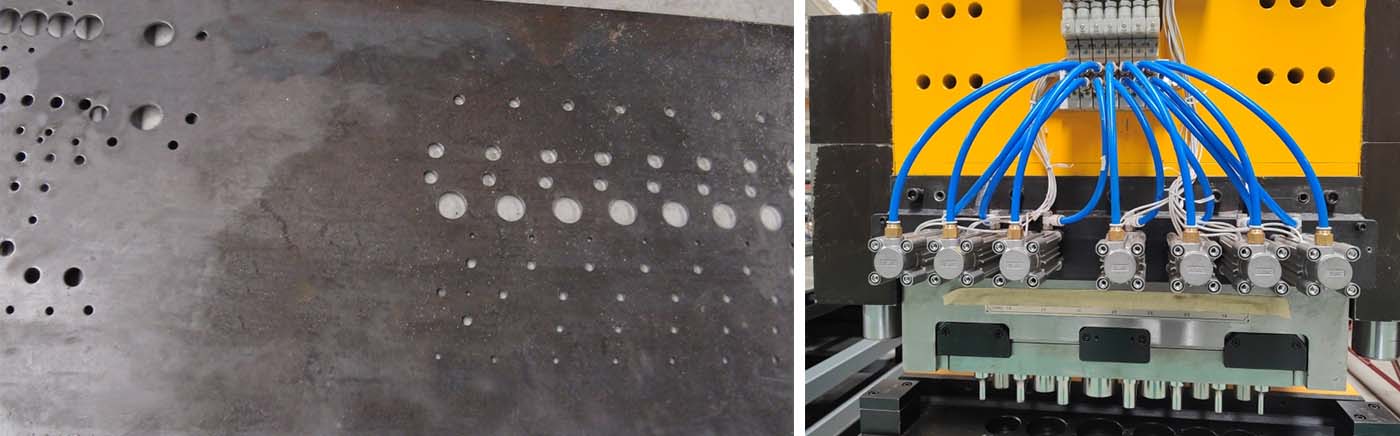
8. Děrovací nástroj stroje je lineárně uspořádán ve dvou řadách a maximální průměr děrování je 50 mm. Píst hydraulického válce pohání posuvný blok vedený dvěma lineárními valivými vodítky, které se pohybují nahoru a dolů, což zajišťuje přesné vyrovnání nástroje a razníku a dlouhou životnost. Volba polohy děrovacího nástroje využívá tlumič válcového tlačení a tahu, což má výhody rychlé výměny nástroje, vysoké spolehlivosti a snadné údržby.
9. Materiál je upnut třemi výkonnými hydraulickými svorkami, které se rychle pohybují a polohují. Svěrka se může pohybovat nahoru a dolů v závislosti na kolísání materiálu. Vzdálenost mezi svorkami lze nastavit podle délky upínací hrany materiálu.

10. Má výhody krátké doby zpracování, rychlého polohování, jednoduché obsluhy, menší podlahové plochy a vysoké efektivity výroby.
11. Rozhraní počítače je v angličtině, což je pro operátory snadné zvládnutí.
| NO | Jméno | Značka | Země |
| 1 | CNCsystém | Siemens 808D | Německo |
| 2 | Servomotor aSservopohon | Siemens / Panasonic | Německo/ Japonsko |
| 3 | Lineární vedení pohybu | HIWIN/PMI | Tchaj-wan, Japonsko |
| 4 | Kuličkový šroub | I+F/NEEF | Německo |
| 5 | Válec | SMC/FESTO | Japonsko /Německo |
| 6 | Polovodičové relé | Weidmüller | Německo |
| 7 | Tažný řetěz | Igus/CPS | Německo/ Jižní Korea |
| 8 | Dvojité lopatkové čerpadlo | Denison/Albert | USA |
| 9 | Hydraulický ventil | ATOS | Itálie |
| 10 | Chladič oleje | Tongfei/Laber | Čína |
| 11 | Zařízení pro mazání olejem | Herg | Japonsko |
| 12 | Nízkonapěťové elektrické součástky | Schneider | Francie |
Poznámka: Výše uvedený dodavatel je náš standardní dodavatel. Pokud výše uvedený dodavatel nemůže komponenty dodat z jakýchkoli zvláštních důvodů, může být nahrazen komponenty stejné kvality jiné značky.



Stručný profil společnosti  Informace o továrně
Informace o továrně  Roční výrobní kapacita
Roční výrobní kapacita  Obchodní schopnosti
Obchodní schopnosti 





